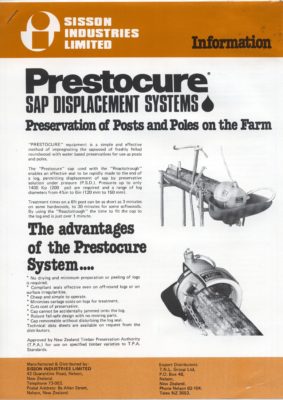
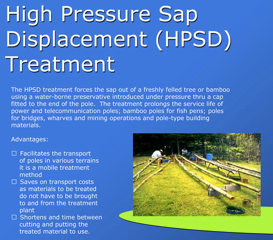
Prestocure – the robust and proven HPSD solution.
The 1972 HPSD beginnings…..
The business known as Sisson Kayaks Ltd – or before 1988 – Sisson Industries Ltd actually started in late 1972. In the home garage – producing light engineered components for George Mason (the kind man), also known as (Cecil) C.G.W. Mason (the acclaimed industrial chemist)♦. George held patents for his ‘Perfusion’ brand ‘Improved Apparatus’ High Pressure Sap Displacement (HPSD) equipment.
Perfusion HPSD pamphlet.
Low pressure Sap Displacement treatment of freshly felled logs was perfected in Egypt thousands of years ago. At low (less than 100psi) pressure the process is very slow. Sap sugars have large time-spans to react with the chromium – thus depositing sludge on the log end – blocking the CCA preservative flow. The application of high pressure hastens the process and concentrates the level of treatment – with minimal sap-sugar-chromium sludge formation – resulting in sustained preservative flow rate.
George was THE true pioneer of High Pressure Sap Displacement (HPSD). In the seventies I did not truly understand what motivated George. Thanks to the Internet, in 2018, I now appreciate his mission. George was trying to solve a widespread farmers problem created by the creosote shortage caused by the closing of coal fueled gas-works. In 1962 George wrote this book whilst he was searching for alternate methods of timber preservation, that could be usable in developing nations and New Zealand farms.
Reportedly, whichever engineering shop George entered, his plans were handed to the apprentice. The plans were over-complicated – a tradesman’s simplification was required – and the end-operational-production was usually overlooked. Nothing worked. George became a very frustrated man.
George and I were introduced by our Nelson next door neighbour. I owned some light engineering equipment and set out to assist George to commercialise his dream. My day-job was Service Manager for M S Motors, Ford Dealers in Nelson. My work for George was a mind-stimulating weekend hobby.
Only now in 2018 – using Google search – do I (at last) understand George’s plan For at least twenty five years he had been searching for ways that would enable farmers to extend the life of their own timber thinning – to make their own posts and poles. I wish I had better understood George in 1974.
In early 1974 I resigned my job at MS (Meager Salary – 5 broken employment promises) Motors and decided to catch up with George’s back-log of work, before looking for a better motor trade job. George poured more work in. That new job was never to be! After the machining and production of many stainless steel components, final assembly was impossible. George had been let down (again) by the fibreglass factory he had arranged to produce the composite pressure cap bodies. Enter fibreglass into the Sisson home workshop – and a new hobby kayak (just for me) becomes a possibility. This is exactly how it happened.

C G W (George) Mason. Customer #1, who wrenched me from automotive service, into the manufacture of composite products.
Perfusion High Pressure Sap Displacement (HPSD) was commercialised within 12 months with quite a few plants exported. (Click here and turn to page 8). Image below – Papua New Guinea.
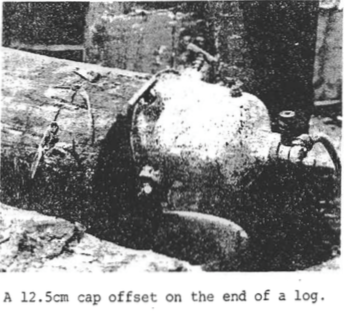
Perfusion HPSD 125mm cap operating in Papua New Guinea.
The Perfusion High Pressure Sap Displacement (HPSD) cap design included many small parts – which were expensive to manufacture and assemble. In the forest settings these same parts broke due to operator error / tiredness / laziness. Each locking pin needing to be individually engaged – sometimes using a hammer! The lower pin was too often overlooked due to operator ‘tiredness’ – the adjacent pins failed due to huge pressure forces applied to the fibreglass – beyond the design strength.
Furthermore the Perfusion design allowed only 13mm between the log and the internal cap surface. Resulting in insufficient space to design robust seals and retainers.
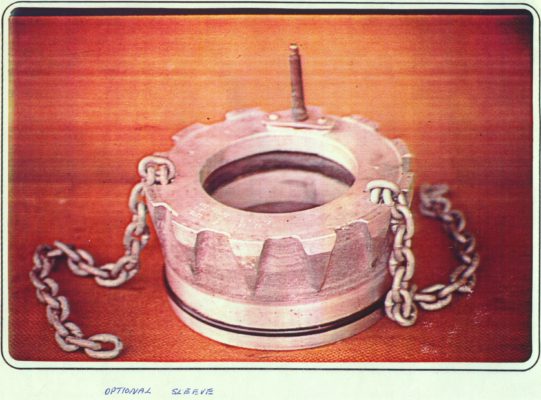
The Solution to High Pressure Sap Displacement (HPSD) Cap Failure…..
What to do. High Pressure Sap Displacement certainly worked. How to make a more durable – and cheaper pressure cap? I had a light-bulb (literally) inspiration.
All TWELVE cap pins engage the aluminium sleeve simultaneously. Simple twist. And note the abundant space that allow the parts to be manufactured very strong.
I vaguely discussed my ideas with George. He was apprehensive because his existing patent would have been obsolete. We agreed that I should develop the prototype myself – patent it – demonstrate it to him – and he would write me a sizeable cheque to purchase the patent. My chosen name was Prestocure Sap Displacement Systems.
Nine months later, just one week before the patent became valid, my customer, mentor and friend George passed away.
I became the owner of a venture that required capital to succeed. TNL Group (huge company then) were aware of my ‘improved apparatus’ invention and NZ patent. TNL Group purchased the offshore rights to the Prestocure patent – employed a full time operator – and proceeded to operate a mobile plant.

The object was to gain full H3 approval from the NZ Timber Preservation Authority. The process worked. All of the scientific testing proved positive. Approval to commercially treat timber to H3 (then C3) Standard was granted – 482C3..

Meanwhile Sisson Industries sold Prestocure High Pressure Sap Displacement (HPSD) laboratory sets to Dow Chemicals and the NZ Forest Research Institute. Many farmers purchased Prestocure HPSD equipment. Zero Prestocure cap failures reported. No small parts to break. The fibreglass pressure caps were tested to thirty five Bar (500psi) – well beyond the possible pressure that a log would sustain – 13 Bar (200psi)
How the Prestocure Cap Works……
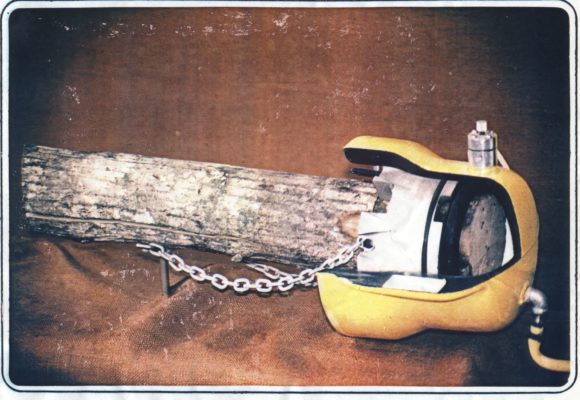
Within the robust aluminium sleeve is an inflatable ‘Primary’ seal – which when inflated – allows the cap to fill with preservative. Air escapes via the aluminium valve at the top. As the cap pressure builds the ‘Secondary’ (compliant non-compressible) seal rolls into the 45 degree taper in the sleeve – applying huge pressure against the log surface. The air is now released from the Primary seal and the Secondary seal performs as both seal and retention devise (up to 150PSI). The seal between the cap and the sleeve is via the engineering grade ‘O’ Ring (black line shown on the aluminium sleeve)
Resulting in…..
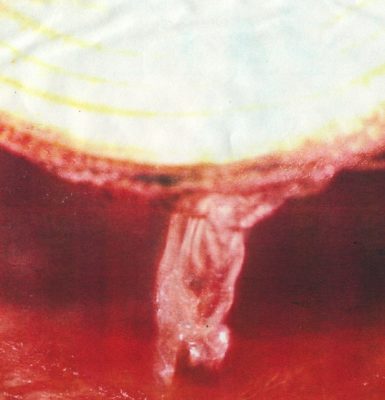
HPSD sap flow in (difficult) pinus radiata – sweet nectar!
Followed minutes later with this……

HPSD CCA treatment of two metre pinus radiata post complete after 10 minutes
Or viewed on a faster flowing eucalyptus hardwood…..

Three metre eucalyptus log HPSD treated in 3 minutes
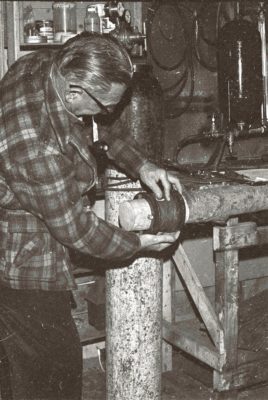
The aluminium sleeves come in 125mm, 140mm and 150mm sizes. The cap is usually fitted at the small end (tree top) of the log.
The ‘O’ ring seals to the fibreglass cap whilst the twelve inner-cap pins lock onto the sleeve with a twist. Shown is the inflatable ‘primary’ seal. The secondary timber crushing seal – not shown. Supplementary retention above 150PSI is achieved using the chains. The seals are manufactured from milking-machine hose.
The TNL Group assisted with some NZ marketing…..
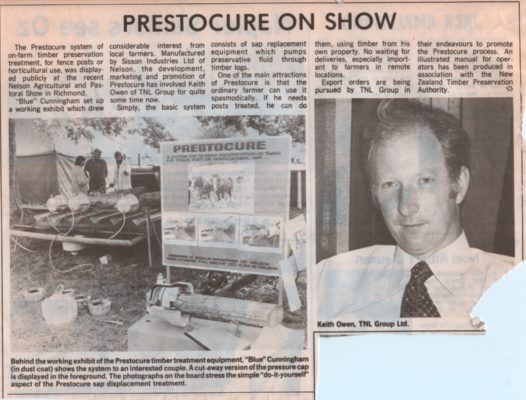
Article in TNL paper outlining Keith Owen’s efforts
So what happened? The farmers market perceived by George evaporated. Farm native trees could no longer be felled without Government consent. Tighter environmental laws made CCA preservative difficult for farmers to access. TNL baled out – but their involvement made them added after-tax revenue. Prime Minister Muldoon had set up some crazy 150% tax deductability export incentives for businesses with high tax bills. Also a certain TNL director owned a timber business suffering-from-excessive-treated-timber-dead-stock. Governance pressure descended onto TNL management – just as their Newman’s Airline was haemorrhaging their corporate cash. The once proud TNL folded.
Sisson Industries Ltd marketed Prestocure to West Coast farmers. All were impressed. That marketing came to an end when a prospective buyer stated “Going into town to buy a fence post is the ONLY way I can escape the farm. If I buy this my pub days are finished”. Sisson Industries Ltd changed name to Sisson Kayaks Ltd. Sisson Kayaks simply manufactured products that the current customers ordered – mostly kayaks. The Prestocure High Pressure Sap Displacement business simply withered away by the mid 80’s due to lack of marketing and customer enquiry.
Forty years later I wonder if Prestocure HPSD would be better used to farm shiitake mushrooms! Make the logs rapidly rot using select fungi!
OK – time to come clean – Sisson Industries Ltd started a fibreglassing section to manufacture Perfusion HPSD caps – not kayaks. The kayaks happened later – by accident.
High Pressure Sap Displacement (HPSD) in the 21st Century…..
Why is this story relevant in 2018? Simple – in parts of Asia there is renewed interest in High Pressure Sap Displacement (as there should be) but it seems that lack access to decent reliable pressure caps is a problem.
Republic of the Phillipines Department of Science and Technology – Forest Products Research and Development Institute – April 2018 webpage image
I have – in storage – a huge stock of Prestocure caps. Plus the tooling to manufacture more. The land on which these are stored is about to be sold.
So – if you are an Asian HPSD timber treatment operator – with continued frustration due to broken equipment – email me here at
I may be able to assist.
Finally…….
Q Does HPSD have a future.
A Absolutely. Firstly we need to see the development of environmentally safer preservative chemicals – than the effective-but-evil Copper Chrome Arsenate (CCA). Ivan Watkins Dow (Dow) thought they had discovered such a safe preservative with their ‘ProtecQ’ product. Scientifically – their workers could not understand why it worked. The passage of time proved – it did not work. A safe-to-handle preservative will become available at some time in the not too distant future.
Two years ago a Google search for C G W Mason resulted in the discovery of a small internet footprint. Which lead me to publish extracts of what was available. These small-beginnings have encouraged members of George’s extended family to contribute more. Below I try to do justice to building the Internet presence.
Grahame Sisson – April 2017 March 2018 updated May 2019
Cecil George Willmot Mason 1905 – 1977
‘Perfusion’ HPSD in action – 1968
Perhaps the very first image of ‘Perfusion’ HPSD sap flow. C G W Mason funded prototype equipment in 1968 use for the first time. Photo credit Ashley Blair
PS: – I will never know why Cecil Mason asked me to call him George. He seemed to prefer George for commerce. Ces for science. Cecil for family.
CGW Mason – scientist and inventor of the ‘Perfusion’ HPSD Timber Treatment Cap. Photo source Doug McKee

The opening paragraph of George’s Obituary written by his very close friend Dr Brian Shorland. The final sentence says so much.
To read the full Obituary – please click here – then scroll to page 18.
♦ Cecil George Wilmot Mason was acclaimed for his science relating too: –
(a) increasing the generated coal gas quantity from a given tonnage of coal. And extracting a huge list of war-time scarce chemicals including 100 octane Aviation Gasoline (AVGAS) – from coal!
(b) Sustainable power generation in large tropical forests.
(c) Various United Nations projects aimed at better quality of life in emerging countries.
(d) Ground breaking science in the field of NZ 1950’s timber preservation.
(f) Making mankind aware of High Pressure Sap Displacement and its portable benefits.
(G) Influential member of the New Zealand Association of Scientific Workers (see below)
(H) Unsuspecting founding client of the largest 1990’s composite kayak manufacturer in the Southern Hemisphere – Sisson Kayaks.
Plus – “to his friends he will leave an impression of a likeable personality and a lively imagination that outstretched his considerable potential for achievement” Brian Shorland – discoverer of Omega 3.
NZ Association of Scientific Workers
Text below thanks to Geoff Gregory – ‘Not To Be Forgotten’
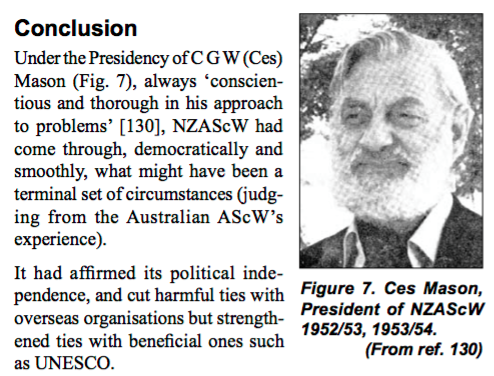
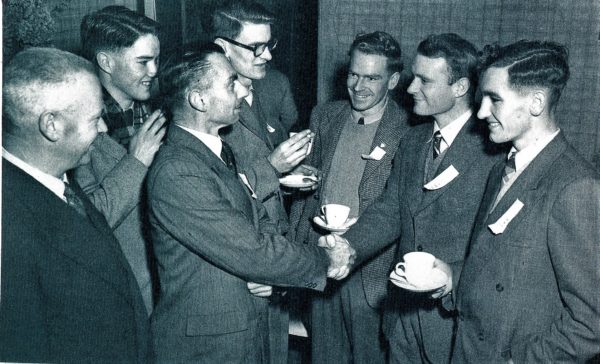
As President of the NZ Association of Scientific Workers, C.G.W. Mason meets with Canterbury College science students, about October 1954. Photo source Judith Phillipps
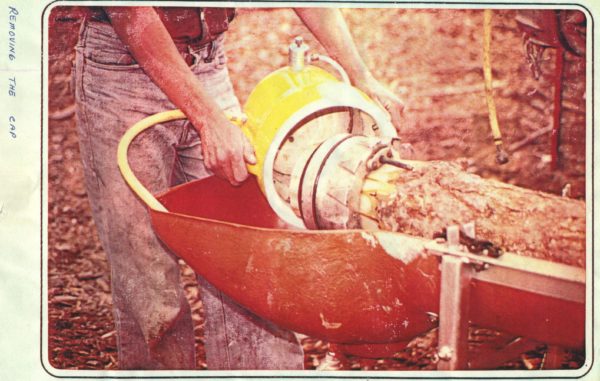
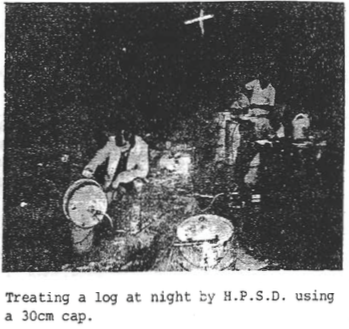
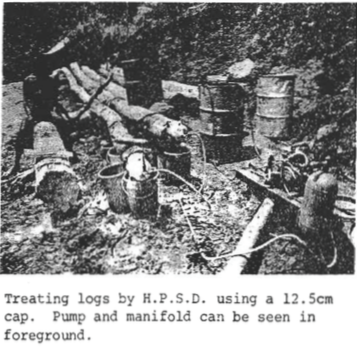
Images below show ‘Perfusion’ HPSD caps (Manufactured by Sisson Industries Ltd) in operation in Papua New Guinea – 1975 – operator Tony Stout. Photo credit F.R.I.
Photos of 1968 prototype ‘Perfusion’ HPSD in action

Fell the timber – Photo credit Ashley Blair

Prepare the timber – Photo credit Ashley Blair

Prepare the timber – Photo credit Ashley Blair
Fit the seal – Photo credit Ashley Blair
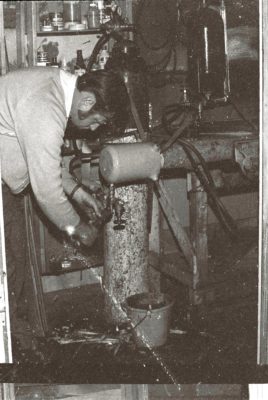
Fit the pressure cap – photo credit Ashley Blair
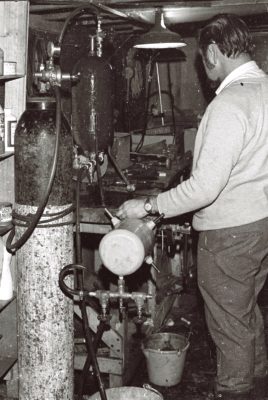
Note the ‘pump’. A huge oxygen (George would use nitrogen?) cylinder attached to a pressurised fluid vessel. No air bleed device in the cap. Resulting in air embolism within the log. Slower flow. Photo credit Ashley Blair

Success! Photo credit Ashley Blair
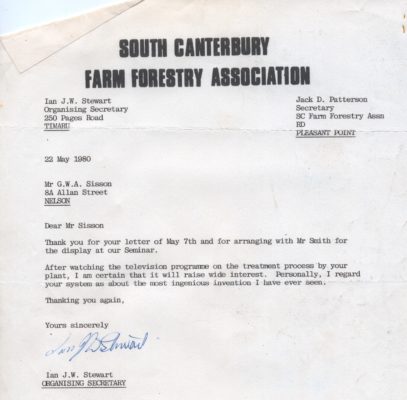
Unsolicited Prestocure fan mail
The magnetic branding
The HPSD Pressure Cap – that NEVER failed. Capable of literally blowing logs apart……
Thanks to George – who was a great mentor and friend. This webpage is really ALL about – the man who-struggled-ahead-of-his-time…..”a lively imagination that outstretched his considerable potential for achievement”
Example of pump and materials declining prices (ahead-of-his-time)
- 1974 pump price $3000 (design and manufacture)
- 1985 pump and air compressor price $4000 (purchase low volume)
- 2019 pump price (Burnsco) $200 (12 volt deck wash-down)
- 2019 air compressor price (Bunnings) $150 (Ryobi One tyre pump)
- 2019 Scavenge pump price Burnsco $80 (12 volt bilge pump)
- Now apply inflation – 1974 crippling setup costing.
- Fibreglass 1974 to 2019 – small rise in cost
- Polyester resin 1974 to 2019 – $500 per drum to $1200 per drum
- Stainless steel – small rise in cost
- Aro Couplers – 1974 $12 – 2019 $0.80 cents (Bunnings)
A man ahead of his time
George’s dream was for the plantation thinning to be used as viable fence posts. During his gas-works career – this task was achieved using creosote – which vanished as the gas works were closed. George – 100% correctly – envisaged HPSD to be the answer.
A further Obituary quote
100 octane AVGAS from coal? CGW Mason was a wartime National Treasure!
Perfusion HPSD Review – 2019 – What went wrong?
- George’s patent design was drawn by a draughtsman paid on an hourly rate. Complexity-reward! The more small components the draftsman dreamed up – the larger his income.
- This patent over-design resulted in far too many parts – to create, assemble and operate. Breakages in use. (Saddle-Piece driving hammer in hand!) The nine-piece air bleed valve was childish.
- George (Chemistry genius) operated in a mechanical-engineering (Physics) vacuum. I introduced George to exactly the mechanical genius he needed to work beside. The initial ‘physics’ ‘report’ was dismissed with “I am up here and you are down there”. Arthur Jordan – who had spent several days as an Perfusion HPSD operator – walked. I also experienced similar isolationist treatment. I stayed. I knew that tomorrow I would likely take a chair beside George-the-kind-man (Boston Legal style) – and all would be good again.
- George was a patent-holding inventor. First principle of manufacturing – never accept an inventors dream-project as being the path to instant riches. Question the cash-flow business plan. Question the marketing plan. If these are not apparent – put away the cheque book. PS – My 1990 $250,000 venture into carbon-fibre bike-frame manufacture taught me this. Failure. Because cyclists all wanted the latest (cheap Soviet sourced) Titanium – “carbon frames are finished”. In 1990! Another example of a man-ahead-of-his-time. For sale – Carbon bike frame tooling.
- The above situation is in one word – lonely!
- George spent a small fortune having ‘Sharks-Tooth’ retention chains made. To fit the 12.5mm space they resembled the sort of neck jewellery that some Pacific cultures would wear. They bent. They broke. They never retained. Frustration – all round.
- The chemical knowledge – and its application – that George applied in all previous endeavours – now worked against his success – in mechanical engineering. The first principle of mechanical engineering – ‘Minimise all moving parts’ – simplify.
- George operated in a marketing vacuum. I grew my own business using the knowledge gained from The Ford Marketing Institute. Attempts to engage marketing knowledge conversation failed. I realised the lack of a viable marketing plan when George was suggesting a new potential finished-product market. Swimming pool liners created using timber with the bark in place. Yuck!
- Newman’s Export – alias – TNL Group spent $200,000 – of Muldoons – IRD funding (your money) obtaining the Timber Preservation Authority approval to sell Prestocure treated posts. TNL walked away with $300,000 CASH. TNL finished the job started by George – who was providing his own funding. HPSD was a product without a 20th century volume market. The incoming cashflow reinforces that fact.
- The stronger the Perfusion or Prestocure brand became – the greater the incumbent timber preservation industry closed-ranks. The concealed political pressures were huge.
- Simply impossible – and very lonely.
- I have received ZERO Prestocure sales inquiry since 1985. Despite several mainstream media reports over the years.
- The cost and mobility of the ancillary pumps etc – was in the 1970’s huge. In the winter of 2019 I will conduct HPSD using a $200 Burnsco deck wash pump – a $150 Bunnings Royobi One tyre inflator and a $80 Burnsco bilge pump to scavenge the sap effluent.
- The ‘first-principle’ of HPSD should always be – minimise air entrainment within the log. This includes a pressure cap requirement to vent air – with zero pressure buildup within the cap – whilst the cap is filling. In simple terms – fit at least 15mm air bleed valve to all HPSD caps. We were all slow learners on this basic item. Whilst setting up Prestocure in Ivan Watkins Dow laboratory we discovered the need for huge air-bleed opening. Resulting in 50% stronger flow in softwood.
- Had the Ivan Watkins Dow ProtecQ preservative worked – HPDS would be booming. A similar non-toxic preservative will be discovered. What about chlorine dioxide mixed with copper sulphate?



